
The accumulator enclosure on the previous Olin Electric Motorsports vehicle was constructed from Garolite (G-10 composite). While this material was acceptable under the older FSAE rules, recent revisions now require high temperature mechanical testing for all composite enclosures to verify structural integrity and safety.
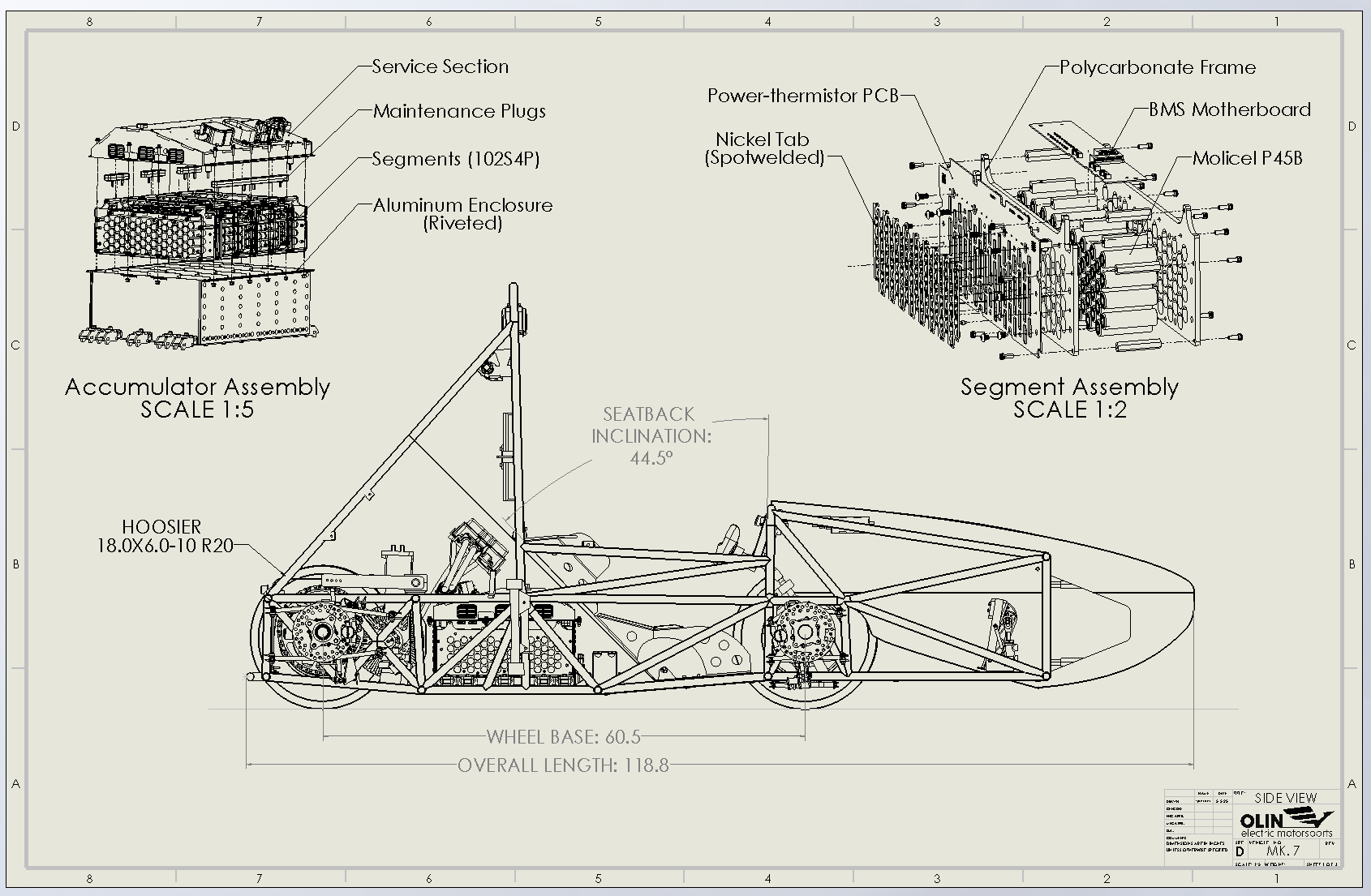
Olin did not have the equipment or facilities to perform the required testing at elevated temperatures, so continuing with G-10 was no longer practical. Since the team’s performance focus was endurance reliability rather than weight reduction, aluminum was chosen as a suitable alternative.
As the Accumulator Engineer, I was responsible for redesigning the enclosure to meet FSAE rules, withstand 60 °C, protect the cells mechanically, segment the pack safely, manage heat, and remain both waterproof and serviceable. All while staying backward compatible with the previous chassis and mounting system.
I began by translating the FSAE rulebook into a clear list of design requirements, including minimum wall and floor thicknesses, segment isolation requirements, positive locking mechanisms, allowable airflow openings, and the approved materials (steel, aluminum, or tested composites). After comparing manufacturing complexity and testing requirements, I decided to move forward with an all-aluminum enclosure.
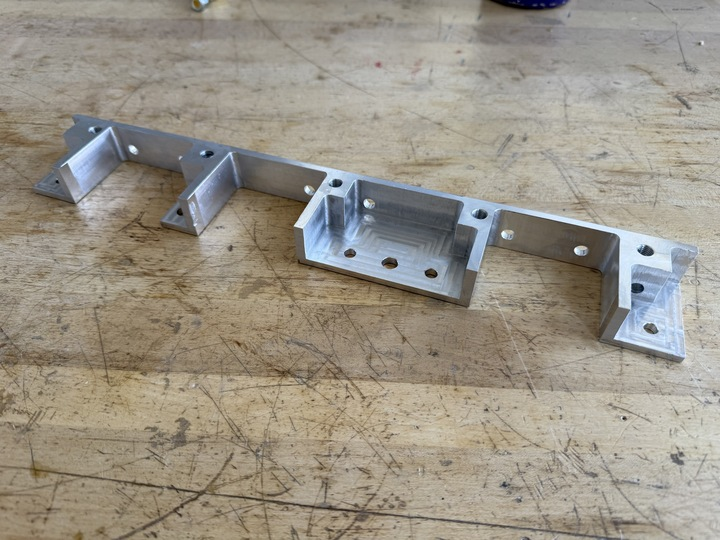
Because the new design needed to remain compatible with both the current and previous chassis, I built the enclosure using parametric equations in SolidWorks, allowing fast iteration and dimensional updates. My background in aircraft maintenance strongly influenced my fastening strategy—rivets are reliable, serviceable, and ideal for sheet-metal construction. They also eliminated the alignment issues caused by the old epoxy-bonded L-brackets. I performed hand calculations to verify rivet pitch, shear strength, bearing strength, and spacing for our chosen aluminum thicknesses.
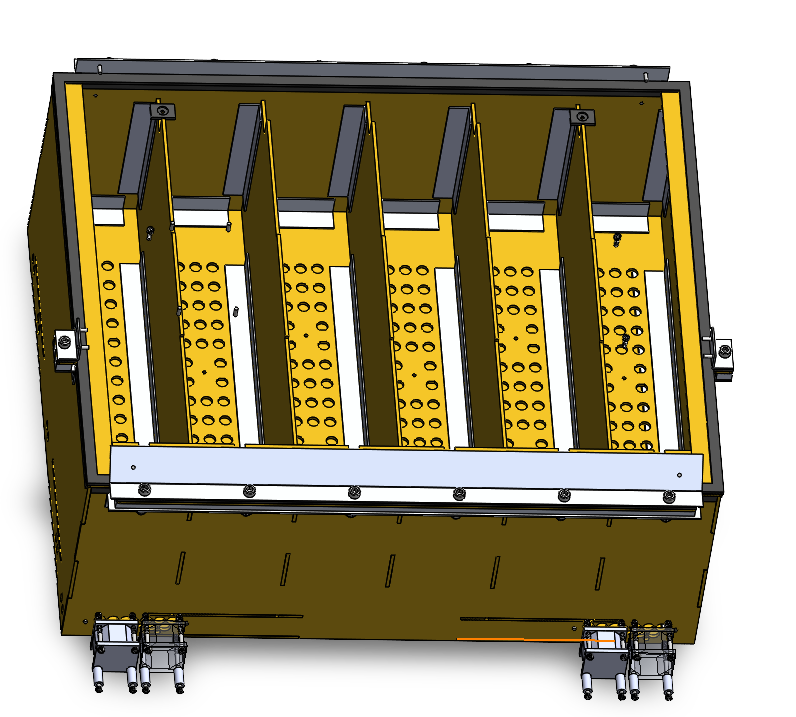
The enclosure was modeled using SolidWorks Sheet Metal and included:
This work required continuous collaboration with multiple subteams. I coordinated with the cooling engineer to integrate the pendulum mounted fans, the service section designer to fit the top access panel, and the mounting engineer to confirm chassis clearances and load paths.
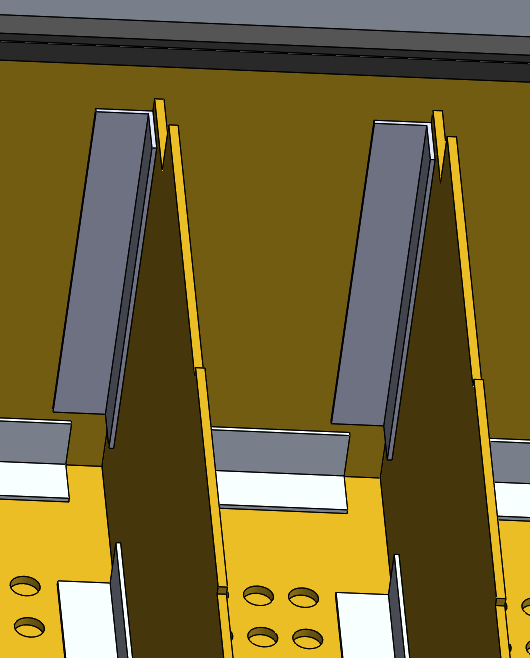
During our SES review, it was discovered that the divider walls were not mechanically attached to the floor. This is an issue for both structural rigidity and rule compliance. To resolve this, we added 1-inch welds along the base of each wall, creating a continuous, robust connection without interfering with battery segment spacing.

I also added rule compliant airflow holes between segments to improve cooling consistency.


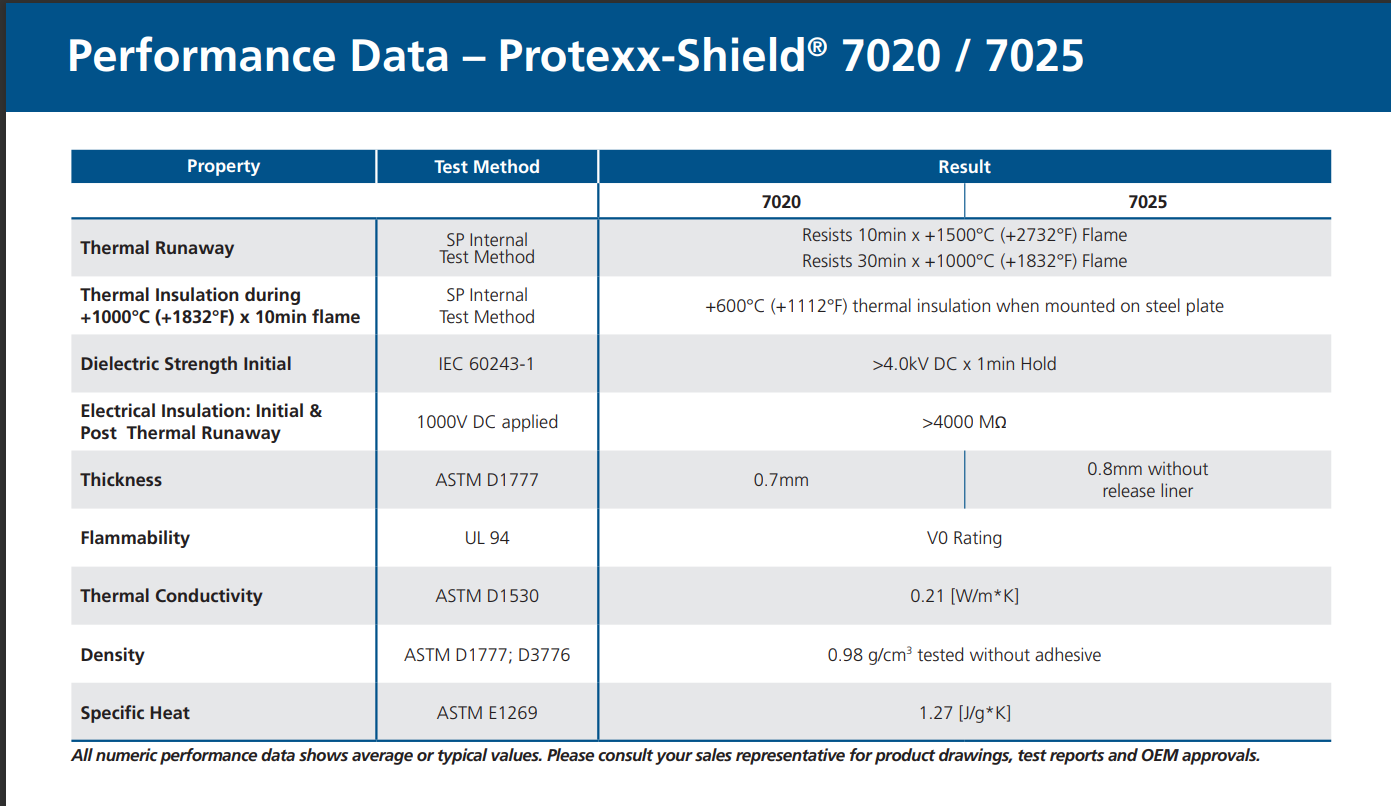
Because our pack operates at 428.4 V (102s4p), electrical insulation was critical. After researching multiple options, I selected Protexx-Shield® 7020 as our internal dielectric liner to prevent the battery segments from contacting the aluminum walls.
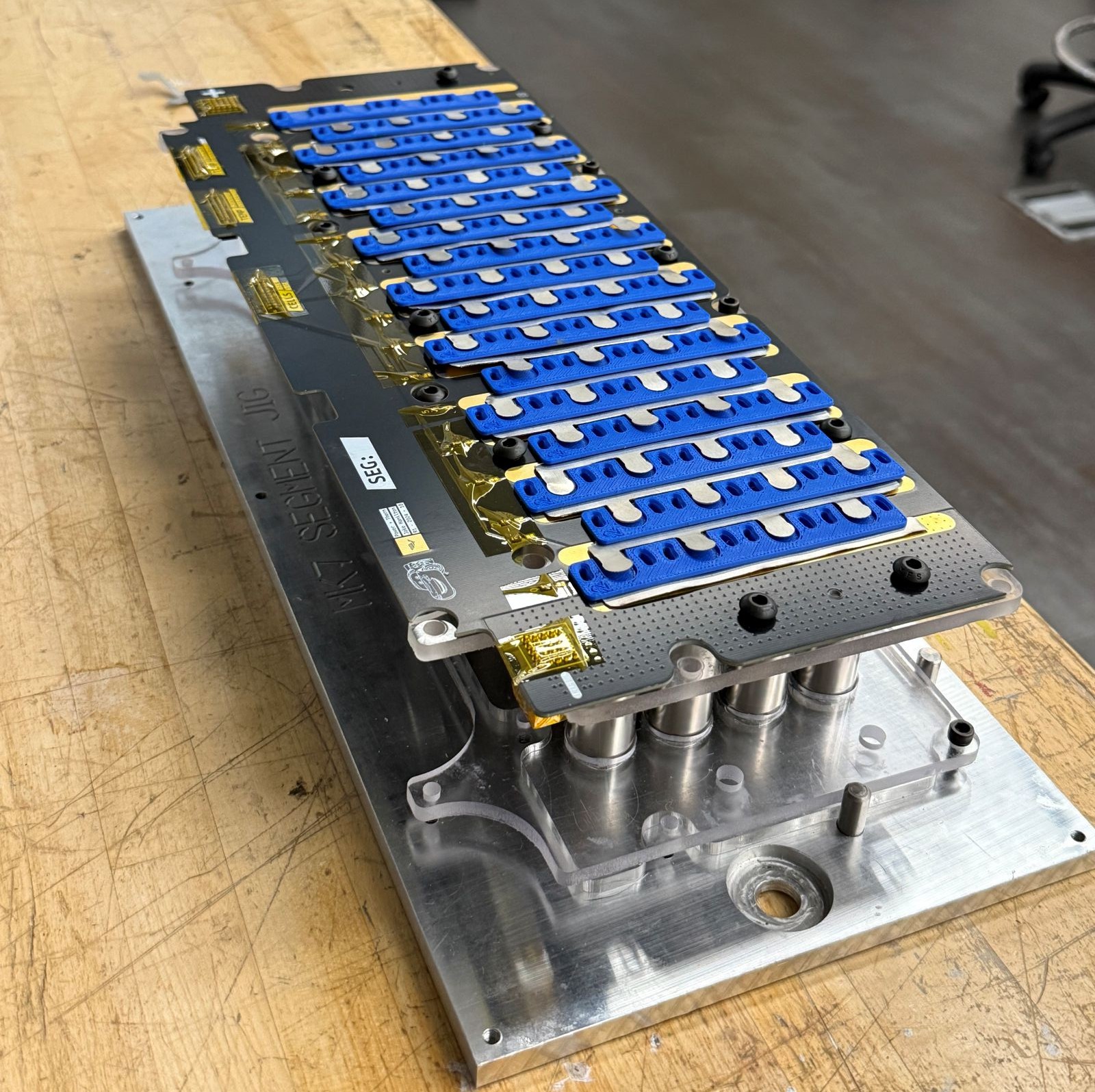
I researched multiple dielectric coatings and selected Protexx-Shield® 7020 / 7025 for internal isolation.

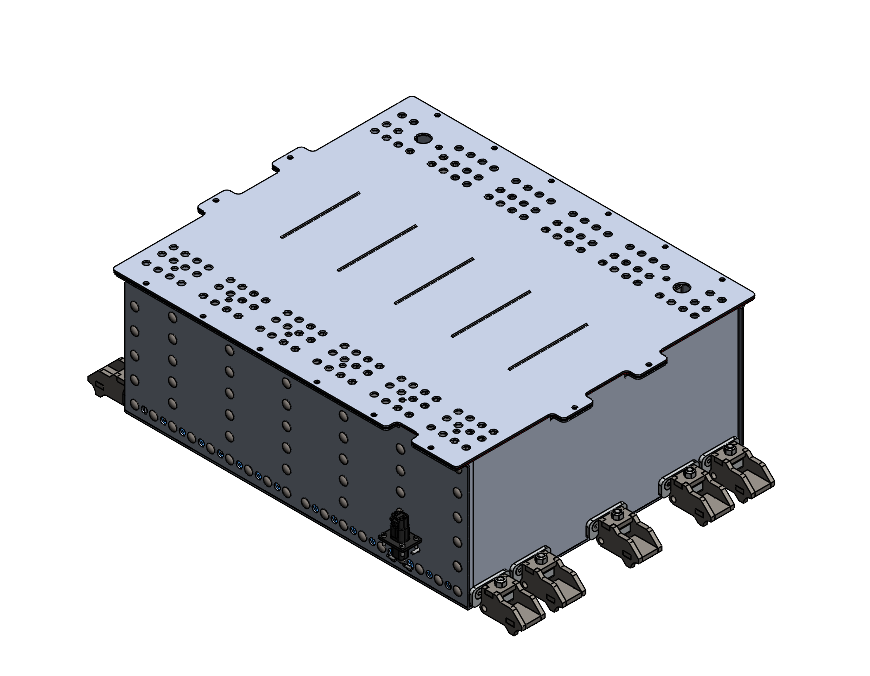
The final design is a fully riveted aluminum accumulator enclosure that complies with all relevant FSAE Electric Vehicle rules while remaining completely manufacturable with the team’s in house capabilities. The enclosure incorporates consistent rivet spacing, proper edge distances, and full structural segmentation, ensuring that each battery module is safely isolated within its own compartment.

The new flanged wall architecture eliminated the alignment issues inherent in the old L-bracket system and reduced overall part count, improving both assembly speed and structural rigidity. The false floor created a dedicated layer for airflow while maintaining electrical isolation through insulated standoffs. The use of Protexx-Shield® provided electrical and environmental protection, resulting in a sealed, electrically isolated housing capable of operating safely.
During the final design review, the enclosure was validated for manufacturability, accessibility, and inspection readiness. Welded divider walls resolved SES review feedback and achieved full compliance with segment isolation requirements. The finalized CAD model and documentation remain stored in the team’s PDM vault as an approved baseline enclosure for the next generation Olin Electric Motorsports vehicle.
I also had the opportunity to attend the FSAE competition in Brooklyn, Michigan, where our team successfully passed the official Accumulator Inspection, confirming the enclosure’s compliance and build quality under real competition standards.